
For Auto Interior Headliner
The differences in performance, aging resistance, extensibility, touch, transparency and color fastness of microfiber leather composite fabrics and knitted suede composite fabrics used for car headliner were studied. The production process of the two mechanical fabrics is analyzed, and the impact of this on environmental protection and quality stability is discussed. The applicability of microfiber leather composite fabrics and knitted imitation suede fabrics as automotive materials is discussed. The test results show that knitted imitation suede composite fabrics are more suitable for automotive interior materials than microfiber leather fabrics. Knitted microfiber imitation suede has good application prospects in replacing natural leather for automotive interior materials.
Keywords: composite materials; microfiber leather; knitted suede fabric; automotive interior materials; performance; environmental protection
1. FAW-Volkswagen Co., Ltd., Changchun, Jilin
Natural leather has high strength, good breathability and durability, outstanding flexibility and comfortable and delicate feel, and is deeply loved by consumers. However, its cost is expensive and its raw materials are limited. In the field of automotive interiors, it is mainly used as interior materials for mid- to high-end cars.
Microfiber leather is also called microfiber imitation suede material. It is an organic whole formed by impregnating polyurethane (PU) and other solutions with a non-woven fabric with a three-dimensional network structure made of microfiber as the base material. The style of simulated leather has both elasticity and mechanical properties. Microfiber leather is currently the synthetic leather material closest to natural leather .
In recent years, microfiber leather imitation suede fabrics have emerged as new automotive interior materials. Superfiber imitation suede is an ideal substitute for natural leather products , which can not only ensure the quality of seats but also reduce costs , and has good potential to replace cowhide.
However, microfiber leather is made of non-woven fabrics that have been treated with glue to achieve a suede-like style. Its extensibility is much lower than that of traditional knitted fabrics. When used to cover automotive injection molded parts, it is prone to a mottled appearance. Strong, uneven, serious wrinkling at the corners of large shapes and other problems, it cannot meet the vehicle loading requirements [4]. In addition, its aging-resistant mechanical properties will also be unstable, and the strength retention rate after light aging or water aging is less than 70%, which limits the application of microfiber leather in the field of automotive interiors to a certain extent. Knitted suede fabrics retain the elasticity and extensibility of knitted fabrics well, and their aging resistance mechanical properties are close to those of traditional knitted fabrics. They are increasingly attracting attention in the development and application of automotive interior materials.
Based on the standard requirements for microfiber automotive interior materials, this article discusses the applicability of microfiber leather composite fabrics and knitted imitation suede composite fabrics as automotive ceiling materials, from the aspects of mechanical properties, aging resistance, and breathability respectively. In terms of touch feel, color fastness and production process, the applicability and development trend of imitation suede fabrics in automotive interior materials were discussed [6-9].
Materials, test standards and instruments
fabric material
The microfibers of the microfiber leather composite fabric and the knitted suede composite fabric used in this article are both fixed-island island fibers based on COPET/PET. After fiber opening, the single filament fineness is <0.1dtex. The composite method of the fabrics is Flame composite sponge, the fabric color is liquid-dyed black. Among them, the thickness of the microfiber leather composite fabric is 3.967mm, the surface density is 364g/m2, and the production process is spunlaced non-woven → impregnated with water-based PU → fiber opening → sanding → washed → soft → composite; knitted imitation suede The thickness of the composite fabric is 3.892mm, the surface density is 379g/m2, and the production and processing process is warp knitting → fiber opening → sanding → washing → shaping → compounding.
Test evaluation criteria
The testing and evaluation of mechanical properties, abrasion resistance and color fastness are based on TL52310 “Microfiber Seat Cover Material and Decorative Materials Requirements” (Volkswagen Group Standard) and its agreed test methods. The touch test is based on FZ/T01166-2022 “Textile Fabric Touch Detection and Evaluation Method Multi-Indicator” Integrated method”, the air permeability test is carried out according to GB/T5453-1997 “Testing of air permeability of textile fabrics”.
Test equipment
The main testing instruments and equipment are as follows: AL104 electronic balance, INSTRON3366 universal electronic strength tester, ATLASci4000 xenon lamp solar aging tester, GT-7049-PVJ static elongation tester, YG864 fabric flat grinder (Martindale) , SFJJ-2000C standard light source box, M293 fabric touch tester, ATLASM021A air permeability tester, Y571B rubbing color fastness tester.
Data testing
Mechanical property testing
Indicators such as maximum tensile force, elongation at break, static elongation and permanent elongation can directly reflect the mechanical properties of the material. There are big differences between the two imitation suede materials in terms of structure and production and processing methods. Parallel data and relative deviations of different positions of the fabric need to be discussed to study the differences in their physical and mechanical properties. This article takes 3 sets of parallel data for each fabric for discussion.
Maximum tensile force
The mechanical properties of composite materials are the basic indicators of automotive interior materials. According to the TL52310 standard, the maximum tensile force of composite automotive ceiling fabrics is required to be ≥200N. The maximum tensile strength values and average values of three sets of parallel samples of two fabrics are shown in Table 1.

As can be seen from Table 1, the maximum transverse tensile strength of the microfiber leather composite fabric is <200N, which does not meet the requirements of the TL52310 standard. The relative deviation distribution of three sets of parallel data for the two materials is shown in Table 2.

It can be seen from Table 2 that the relative deviation distribution of the maximum tensile strength of the microfiber leather composite fabric is larger and more dispersed than that of the knitted imitation suede composite fabric.
Elongation at break
Automotive interior fabrics are used as covering materials for roofs, pillars, dashboards, seats, etc. Their extensibility has a great impact on the manufacturing process and appearance of interior parts. Generally speaking, the greater the elongation at break of the fabric and the greater the dynamic deformation ratio, the better the overlay formability .
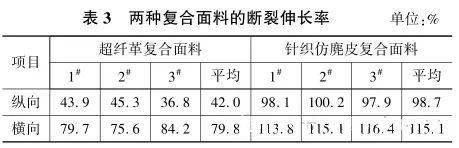
The elongation at break of three sets of parallel samples of the two composite fabrics is shown in Table 3. The longitudinal and transverse average elongations at break of the microfiber leather composite fabric are 42.0% and 79.8% respectively, which are both smaller than the corresponding 98.7% and 115.1% of the knitted imitation suede composite fabric. The results are in line with the characteristics of knitted fabrics with good elongation.
The relative deviations between the longitudinal and transverse elongation at break and the average elongation at break of the three groups of two composite structures are shown in Table 4. The relative deviation distribution of the elongation at break and the distribution regularity of the maximum tensile force of the two composite structures are the same. The elongation at break of the knitted imitation suede composite fabric is relatively more concentrated and replaced by a smaller one.
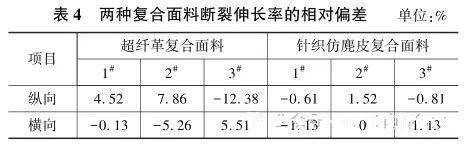
Compared with Table 2, the relative deviation of the elongation at break of the microfiber leather composite fabric is more obvious, with a maximum value of -12.38%
Static elongation and permanent elongation
Static elongation and permanent elongation are important parameters that reflect fabric creep and elasticity, and can provide a reference for studying the applicability of materials for automotive interior covering materials.
The static elongation, permanent elongation and retraction rates of the two fabrics are shown in Table 5.

It can be seen from Table 5 that the static elongation of the longitudinal and transverse directions of the microfiber leather composite fabric differs by 26%, and the relative difference rate is 72.2%. The huge difference rate indicates that the elasticity or three-dimensional coverage of the microfiber leather composite fabric is slightly worse than that of the knitted imitation suede composite material.
Aging resistance maximum tensile strength
The standard discussed in this article is TL52310. The strength retention rate after aging should be no less than 70% of the initial strength. The maximum tensile force and retention rate of the two composite fabrics after aging are shown in Table 6.
Table 6 Maximum tensile strength and retention rate of two composite fabrics after aging.

As can be seen from Table 6, the strength retention rates of both fabrics after aging are greater than 70%, which can meet the requirements of the TL52310 standard.
Abrasion resistance test
Wear resistance is an important indicator of the durability of automotive interior materials. Standard TL52310 requires that after the material has been subjected to Martindale flat rubbing for 10,000 times before and after photoaging, the appearance shall be free of pilling, defects, and pores, and the surface discoloration grade shall not be less than level 3.
After the two composite fabrics were tested according to standard test methods, the appearance and color change indicators could meet the requirements. The color change grades are shown in Table 7.
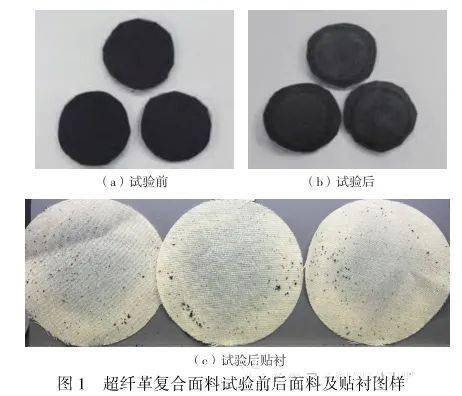
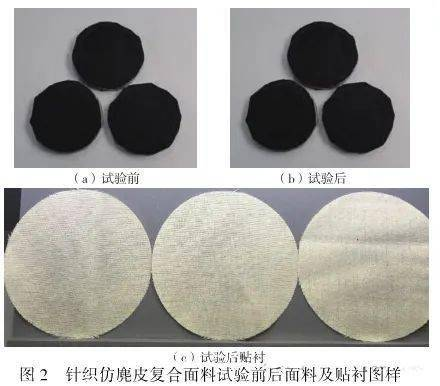
The appearance of the fabric surface and lining fabric after 10,000 Martindale flat grindings of the composite fabric are shown in Figures 1 and 2. Figure 1 shows that after the wear resistance test of the microfiber leather composite fabric, the surface of the fabric is slightly whitish, and the corresponding lining cloth is stained with more black short fiber particles; Figure 2 is the corresponding image of the knitted imitation suede composite fabric There is no obvious abnormality in the surface condition of the fabric and lining fabric after 10,000 times of flat grinding.
Touch and breathability test
Touch test
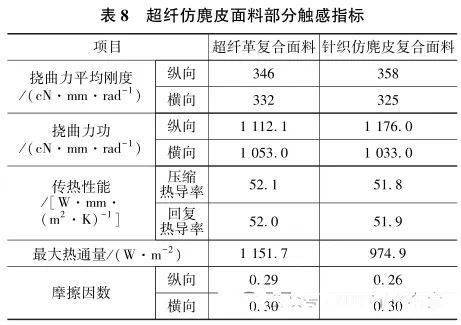
Touch is a key evaluation indicator for the comfort and high-end feel that suede fabrics give automotive interior materials. The touch of fabric is related to its physical properties such as stretch, compression, bending, friction, heat absorption, moisture absorption and breathability [11]. Tactile sensation is mainly characterized by measuring the physical properties of the material surface, such as surface friction properties, compression properties, and surface heat dissipation properties of material temperature sensing [12]. This article discusses the tactile characteristics and differences of the two fabrics based on the test data in the three modules.It can be seen that the test data of the average flexural stiffness and flexural work of the two fabrics are close, indicating that the overall softness of the fabrics is similar; the compression and recovery heat transfer properties of the two fabrics are similar, which is consistent with the characteristics of polyester microfiber suede; There is a certain difference in the maximum heat flux between the two fabrics, which reflects the difference in the tissue structure of the two fabrics such as tightness and pore distribution. The surface friction coefficients of the two fabrics are close, indicating the smoothness and fluff of the surface of the two fabrics. The distribution is close.
Breathability test
The breathability performance of composite fabrics depends on the material’s own organizational structure, air channel shape and hole distribution. At the same time, these characteristics are also closely related to the thermal insulation, sound insulation and noise reduction properties of composite materials [13-15]. The breathability properties help to understand the impact of different composite materials on thermal insulation, sound insulation, sound absorption, etc.
The three groups of air permeability of the microfiber leather composite fabric are 61.50, 60.10, and 58.74L/dm2·min respectively, and the three groups of air permeability of the knitted imitation suede composite fabric are 37.96, 39.37, and 38.53L/dm2·min respectively. The data shows that both composite materials have uniform and good air permeability. Among them, the microfiber leather composite fabric has greater air permeability, indicating that the composite fabric has larger gaps. When the thickness and fabric density are similar, the knitted imitation suede has higher tightness and smaller air channels.
Color fastness test
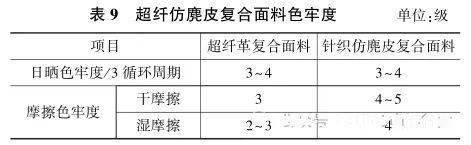
According to the requirements of the TL52310 standard, the color fastness to light for 3 cycles is ≥ level 3~4; the color fastness to rubbing is ≥ level 4 for dry rubbing and the color fastness for wet rubbing is ≥ level 3~4. The color fastness of the two composite materials is shown in Table 9. The dry and wet rubbing color fastness of the microfiber leather composite fabric does not meet the standard requirements.
Results and discussion
Comparison of mechanical properties
In terms of comprehensive mechanical properties, knitted suede composite fabrics are superior to microfiber leather composite fabrics.
Maximum tensile force
The maximum longitudinal and transverse tensile strength of the knitted imitation suede composite fabric are 240.27、620.25N respectively, which meets the standard requirements; the maximum longitudinal and transverse tensile strength of the microfiber leather composite fabric are 278.73、161.63N respectively, of which the maximum transverse tensile strength is Does not meet the standard requirement of ≥200N. The strength retention rate of both fabrics after aging meets the requirement of ≥70%.
Extensibility
The knitted imitation suede composite fabric has better elongation. The longitudinal and transverse elongations at break are 98.7% and 115.1% respectively, which are both higher than the corresponding 42.0% and 79.8% of the microfiber leather composite fabric. This is in line with the fact that knitted fabrics have better elongation. sexual characteristics.
In terms of maximum static elongation and permanent elongation, the knitted suede composite fabric has less difference in the transverse and longitudinal directions, which can give the knitted fabric better elasticity in the longitudinal and transverse directions. Correspondingly, the longitudinal and transverse differences of the microfiber leather composite fabric are large, reaching 72.2% and 83.3% respectively, making the microfiber leather composite fabric poor in elasticity or three-dimensional coverage.
Uniformity of force distribution
Knitted suede fabric has better strength distribution and uniformity. In test items such as maximum tensile force and elongation at break, the relative deviations of the three sets of parallel data are -0.66%~+0.73% and -1.13%~+1.52% respectively.
Correspondingly, the relative deviation distribution of the corresponding test items of the microfiber leather fabric is wider, ranging from -2.90% to +4.79% and -12.38% to +7.86% respectively.
In summary, the comprehensive mechanical properties of knitted suede composite fabrics are better than those of microfiber leather. The reason is related to the fiber state, fabric structure and manufacturing method of the two fabrics. Knitted imitation suede fabric is made of PET and PET island fiber (PET/COPET) filaments by warp knitting. Compared with microfiber leather based on short fiber non-woven fabric.
Wear resistance comparison
The wear resistance of both imitation suede composite fabrics can meet the standard requirements. During the test, after the wear resistance test of the microfiber leather composite fabric, black short fiber particles were stained on the lining cloth, while the knitted imitation suede composite fabric was not obvious. The above phenomenon occurs mainly because the wear resistance strength of the suede short fiber of the microfiber leather fabric is mainly provided by impregnated PU. When the surface of the fabric is rubbed 10,000 times, the fiber part with weak adhesion breaks away from the main structure, and the short fiber fluff after falling off is left behind. Under the action of friction, the fibers aggregate into granular fiber clusters, forming black particles on the surface of the lining cloth.
Comparison of feel and breathability
touch
The comprehensive touch index of the two fabrics is close. In individual indicators, the compression and recovery heat transfer coefficients of the two fabrics are close; in terms of flexural force and friction factor, the longitudinal and transverse numerical differences of the knitted suede composite fabric are slightly larger than those of the microfiber leather composite fabric; in terms of maximum heat flux , the maximum heat flux per unit area of microfiber leather composite fabric is 1151.7W, and the maximum heat flux per unit area of knitted imitation suede composite fabric is 974.9W. This is because the structural structure of the irregular non-woven fabric of microfiber leather after PU dipping is quite different from that of knitted imitation suede, resulting in differences in the thermal insulation properties of the two fabrics. It can be seen that the warmth retention of knitted imitation suede is slightly better than that of microfiber leather composite fabric.
Breathability
Both fabrics have good air permeability. The average breathability per minute of the microfiber leather composite fabric is 60.11L/dm2, which is higher than the 38.53L/dm2 of the knitted imitation suede composite fabric, indicating that the microfiber leather has more gaps. 、Larger, knitted suede composite fabric is denser than microfiber leather composite fabric.
Color fastness comparison
Color fastness to sunlight
The 3-cycle light fastness of both fabrics is ≥3~4, which can meet the standard requirements.
Color fastness to rubbing
The dry and wet rubbing color fastness of the knitted imitation suede composite fabric meets the requirements. However, the dry rubbing color fastness of the microfiber leather composite fabric is level 3 and the wet rubbing color fastness is level 2~3, which do not meet the standard requirements.
The factors that affect the color fastness to rubbing are complex and are related to the type of dye, dyeing method, degree of soaping and post-treatment process. The decisive factor is the impact of surface friction between the lining cloth and the fabric on the surface coloring system under dry and wet conditions. Influence. The color fastness to rubbing of the microfiber leather composite fabric is poor, and the color fastness to wet rubbing is only level 2 to 3. The surface short fiber colored threads are seriously stained on the backing fabric through friction in the wet state. The reason is that the bonding strength between the surface superfiber fluff and the integrity is not enough. It may be due to improper control of processes such as fiber opening or sanding that the proportion of short fluff on the surface that is easy to detach is relatively high, resulting in the color fastness to rubbing being tested. The degree of back staining to the lining cloth is more serious. This performance is consistent with the results of abrasion resistance tests on both fabrics.
Production process comparison
Environmentally friendly production methods
In addition to meeting basic requirements such as strength,breathability, and appearance, automotive textile materials must also meet requirements such as comfort, safety, and environmental protection . Safety and environmental protection include not only the environmental protection of raw materials, but also the environmental protection and safety of the production process and terminal application.
In the production process of microfiber leather composite fabrics, compared with knitted imitation suede composite fabrics, the PU dipping process is a key step, and it is also a more production link than knitted imitation suede composite fabrics. At present, most of the more mature industrialized microfiber leather impregnated resins are solvent-based polyurethane. The microfiber leather composite fabric produced with this method has good mechanical properties, good resilience and surface smoothness [17], and is closer to nature. leather. However, microfiber leather composite fabrics impregnated with solvent-based PU cause environmental pollution due to the use of a large amount of organic solvents, and there are risks such as residual odor in the fabric or insufficient VOC.
Stability of production quality
With the implementation of relevant national environmental protection regulations, the use of solvent-based dipping resins for microfiber leather has been restricted, and more and more attention has been paid to the development and application of water-based polyurethane impregnating fluids [18-19]. In recent years, water-based rubber-impregnated microfiber leather has made great progress in dyeing, moisture permeability, and breathability . However, automotive interior fabrics have higher requirements for mechanical properties, color fastness and other indicators than general clothing fabrics, which makes water-based polyurethane-impregnated microfiber leather composite fabrics face a huge test in terms of production quality stability.
After the microfiber nonwoven fabric is dipped in the dipping solution, subsequent processes such as fiber opening and dyeing have higher requirements on the stability of the water-based dipping solution in terms of water resistance, temperature resistance, alkali resistance, and acid resistance. Otherwise, It is difficult for fabrics to obtain ideal mechanical properties. At present, it is difficult for water-based dipping fluids to reach the level of solvent-based dipping fluids in this regard. This is the fundamental reason why water-based polyurethane dipping fluids have not yet replaced solvent-based dipping fluids on a large scale, especially in the application of automotive interior materials. . As mentioned above, the maximum transverse tensile force of the microfiber leather produced and processed by water-based dipping failed to meet the standard requirement of 200N. In addition, the instability caused by wet treatment on the overall mechanical properties of microfiber leather increases the difficulty of controlling sanding, post-processing and other processes in subsequent processes, and is more likely to cause insufficient or excessive sanding, poor color fastness to rubbing, etc.
Conclusion
Knitted imitation suede composite fabrics are better than microfiber leather composite fabrics in terms of maximum tensile force, uniformity of strength distribution, extensibility, abrasion resistance, color fastness to rubbing, potential thermal insulation, sound absorption, and sound insulation properties. Has advantages. Compared with microfiber leather composite fabrics, the production and processing process of knitted imitation suede composite fabrics does not include the PU dipping process, which can avoid the environmental and safety risks caused by solvent-based dipping fluids, and can also avoid the risks caused by water-based dipping fluids. There are hidden dangers such as unstable mass production quality. The comprehensive tactile evaluation of knitted imitation suede composite fabrics such as overall feel, warmth, softness and smoothness is close to that of microfiber leather composite fabrics.Knitted imitation suede composite fabrics also have longitudinal and transverse differences in terms of strength, touch style, etc. This has a great relationship with the organizational structure of the fabric. In subsequent technology development work, it can be reduced by adjusting the fiber proportion and optimizing the organizational structure. The small vertical and horizontal differences make its style closer to natural suede. Taken together, knitted imitation suede composite fabrics have more application prospects in automotive interior materials.
